Entre aquellos procesos no convencionales cuyo campo de aplicación es principalmente el corte de chapa, se puede realizar una particular clasificación que nos lleva a englobar muchos de ellos (90% de las aplicaciones industriales) en un sólo grupo denominado procesos de corte por chorro (beam cutting processes).

IntroducciónEn estos procesos, la herramienta se sitúa en dirección perpendicular a la superficie de la chapa. El chorro incide en esta dirección y corta la chapa. La naturaleza del chorro determina una segunda clasificación de los diferentes procesos de corte por chorro: Un parámetro crítico que presentan todos éstos procesos alrededor de la línea de corte es la zona afectada térmicamente (ZAT) alrededor de la línea de corte. Actualmente existen |
|
Complete nuestro formulario aquí y un asesor se comunicará con usted. |
|
|



TECNOLOGÍA DEL CORTE DE CHAPA POR OXICORTEEl ProcesoEl proceso fue desarrollado completamente en el siglo XX y sus primeras aplicaciones se llevaron a cabo en Europa. No obstante, su total desarrollo hasta lo que hoy conocemos por El proceso de oxicorte, al contrario de lo que pueda parecer, no consiste en una fusión del metal, el corte se produce por una literal combustión del mismo. En otras palabras al cortar quemamos el metal a medida que avanzamos con el soplete. Por esta razón, la presencia de aleantes se hace crítica, ya que merman la capacidad del acero a ser quemado. El sopleteEl soplete de corte juega tres papeles distintos: llevar el Fe contenido en el acero a su temperatura de ignición, aportar una atmósfera envolvente con una proporción mayor que la
Fig. 1.- Cuatro sopletes trabajando simultáneamente En este momento debe ser accionada la palanca del soplete para permitir la salida por el orificio central de la boquilla de un chorro de O2 puro (llamado chorro de corte) (figura 1).
El óxido resultante de la combustión fluye constantemente por la ranura, cuyas paredes calienta propagando la reacción de combustión. Para obtener cortes limpios y económicos,
Tabla 2.- Valores recomendados para el proceso de oxicorte (SAF) La combustión del FeEn la combustión del Fe, se observan las siguientes reacciones químicas estequiométricamente igualadas:
Para poder comparar las tres reacciones, debemos tomar las tasas de calor liberado por kg de Fe, que son respectivamente: 1.142 kcal, 1.598 kcal y 1.762 kcal. Aunque la tercera A medida que el Fe va siendo oxidado y se forman sus óxidos correspondientes, éstos, y parte del Fe de la pieza, se van fundiendo por la acción térmica en juego y van siendo Es por ello que la aplicación fundamental de oxicorte, y para la cual está diseñado, es el corte de aceros de bajo contenido en Carbono (normalmente entre 0,1% y 0,3%) y bajo Antes de intentar cortar una chapa mediante oxicorte, deben tenerse en cuenta los elementos aleantes contenidos en su material, sus combinaciones, exactamente igual a como debe hacerse antes de aplicar un tratamiento térmico o un endurecimiento a la llama. Todos los metales deben examinarse, no solamente desde el punto de vista de los aleantes que contienen, sino también de las propiedades que las combinaciones que dichos aleantes tienen. El precalentamientoLa principal función de la llama de precalentamiento es llevar la pieza hasta la temperatura de ignición, que como se ha mencionado anteriormente es de aproximadamente 870°C. No obstante, la llama de precalentamiento tiene otras funciones:
El chorro de O2 de corteTal y como se ha explicado anteriormente, es obvio que el O2 de corte juega un papel principal durante la operación de corte. Su pureza debe ser del 99,5% o superior. Una
Existen muchas aplicaciones de oxicorte en las que no se requiere estos niveles de calidad y normalmente se aceptan cortes más bastos. Este es el caso más general en el que la Máquinas de oxicorteLa máquina de oxicorte consta de un pórtico sobre el que se monta el soplete, de forma que su velocidad de desplazamiento es constante y se mantiene invariablemente a la altura e inclinación correctas, condiciones esenciales para obtener cortes limpios y económicos. Normalmente se controlan también las presiones de todos los gases. La mayoría de la
foto de equipo de corte Master con seis cabezales de corte Hay muchos modelos de máquinas de oxicorte, desde la máquina portátil, que se apoya y se desplaza sobre la chapa, hasta la máquina fija (figura 2), con una o varias cabezas de corte, capaces de cortar chapas de espesores muy diversos. Todavía hoy en día, es habitual ver máquinas que utilizan un dispositivo de lectura o copiador óptico que va siguiendo el |




CONTROL DE LOS PARÁMETROS TECNOLÓGICOS. CALIDAD DEL CORTELos procesos de corte por chorro presentan, de forma similar a lo que sucede en otros procesos como el mecanizado por arranque de material, unos parámetros tecnológicos
Fig. 3.- Influencia del sentido de recorrido de las trayectorias en la calidad del corte Todos los problemas y defectos que se citan a continuación, incluyendo sus causas y sus posibles soluciones, han sido preparados no sólo gracias a la literatura existente, sino
Fig. 4.- Detalle de la norma europea EN 1090-1-1993 referente al acabado Los distintos errores observados por causas tecnológicas, se pueden clasificar en función del daño o defecto causado en la chapa. Esta clasificación se establece con la finalidad de Defectos en el filo superior del corteFusión de las esquinas. El filo del corte, presenta un redondeo excesivo debido a la fusión del material en dicha zona. Este defecto se debe principalmente a una Formación de cadena de gotas fundidas. La cadena de gotas fundidas de la figura 5b, formadas sobre el filo de corte son debidas a suciedad, óxidos, etc. existentes en la superficie de la chapa. En segundo orden de magnitud pueden deberse a una distancia excesivamente pequeña entre boquilla-chapa.
Fig. 5.- Defectos propios de la arista superior del perfil cortado (Messer) Defectos en la superficie del corte: IrregularidadesTodas las desviaciones e irregularidades de la superficie ideal de corte se definen de acuerdo a la distancia entre dos planos paralelos, separados por la sangría y creados por contacto entre la llama y los puntos superior e inferior de la chapa sobre el perfil de corte. Teóricamente, el ángulo correcto de la chapa con la superficie cortada debe ser de 90º, de Concavidad bajo el borde superior. La concavidad que se produce en la parte inmediatamente inferior al borde superior de la superficie de corte se debe a una presión de O2 demasiado alta, que produce un chorro turbulento inicialmente, volviéndose laminar al penetrar en la chapa. Este tipo de daños revela también suciedades en la boquilla (figura 6a). Estrechamiento del filo (sangría convergente). Este defecto se produce cuando ambas superficies de corte (derecha e izquierda), convergen hacia la parte inferior. Claramente indica un chorro de corte débil que puede ser debido a una velocidad demasiado alta, alta distancia de la boquilla o al empleo de una boquilla de diámetro demasiado pequeño para el espesor de la chapa que se quiere cortar (figura 6b). Ensanchamiento del filo (sangría divergente). Es el defecto contrario al anterior, se consideran también las causas opuestas (figura 6c). Sección cóncava de la superficie del corte. La concavidad se produce a lo largo de toda la superficie, particularmente en la zona media (figura 6d). Se produce principalmente por una velocidad de corte demasiado elevada o por utilizar poca presión de O2. Otras causas secundarias son debidas a la boquilla, diámetro pequeño para el espesor considerado, suciedad o deterioro, etc. Sección ondulada de la superficie del corte. La sección transversal de corte presenta en este caso unas inflexiones cóncavas y convexas alternadas (figura Superficie de corte desviada de la vertical. Si las superficies son paralelas, sin defectos en su interior, debemos presuponer que la presión, velocidad, y distancia de la boquilla son correctas. Por lo tanto, este defecto sólo puede ser debido a un incorrecto posicionamiento angular de la antorcha. Ocasionalmente puede producirse por defectos superficiales o suciedad en la chapa (figura 6f). Borde inferior redondeado. En la figura 6g se observa este defecto, pudiendo ser más o menos severo en función de ciertos daños sufridos por la boquilla. También puede producirse cuando la velocidad de corte es muy alta (flujo muy turbulento de la llama) Escalón en el borde inferior. Se trata de un defecto similar al anterior. Las causas son también las mismas aunque predominando el exceso de velocidad (figura 6h) Dirección defectuosa del corte y superficie transversal ondulada. La superficie de corte no sigue una línea recta, sino que presenta un contorno ondulado (figura 6i). Esta irregularidad en la dirección del corte se debe principalmente al exceso de velocidad o al elevado contenido de los aleantes. Causas secundarias pueden ser la suciedad o daños en la boquilla, contenido en Carbono elevado o llama con exceso de gas comburente. Si el control de la velocidad se hace de forma irregular también se manifiesta de esta forma.
Fig. 6.- Defectos en la superficie de la pieza cortada: Irregularidades (Messer) Defectos en la superficie del corte: marcadoLa separación y dirección de las líneas de marcado, forman un patrón que delata cómo se está realizando el proceso. Las normas DIN 2310 y EN 1090-1-993, detallan cual debe ser Excesiva deflexión del marcado inferior. Es un defecto muy usual en este tipo de procesos y quizás el menos importante. La excesiva velocidad de corte es la Marcado superior con deflexión. El patrón superior se encuentra trasladado hacia la parte de atrás. Se debe a un ángulo incorrecto de la antorcha en la dirección del
Fig. 7.- Defectos en la superficie del corte: Marcado (Messer) Defectos en la superficie del corte: Cortes incompletosSon defectos caracterizados por la pérdida de continuidad del corte, produciendo defectos de separación, total o parcial, entre las superficies de corte. Zonas aisladas de corte interrumpido. En la figura 8a, se puede observar un defecto de este tipo, que se manifiesta por la aparición de un triángulo de material remanente, no cortado, en la parte inferior. Como es de esperar, se debe a una velocidad de corte excesiva o a una llama demasiado débil que no traspasa todo el espesor de la chapa. Grupos de zonas de corte interrumpido. Cuando se produce el mismo defecto anterior, pero esta vez en forma de grupos aislados e irregulares distribuidos a lo largo de una zona, significa no sólo que la velocidad es demasiado alta (llama demasiado débil) sino que además hay zonas oxidadas, escoria, etc. en la superficie de la chapa (figura 8b). Zonas erosionadas en la parte inferior. Este fenómeno, caracterizado por grandes zonas erosionadas, durante intervalos irregulares, situados en la parte inferior (figura 8c), es una consecuencia usual del empleo de una velocidad de corte excesivamente lenta.
Fig. 8.- Defectos en la superficie de corte: Cortes Incompletos (Messer) Defectos por adhesión de escoriaLos depósitos de escoria en la parte inferior o central de la superficie del corte son un defecto muy perjudicial para el proceso puesto que sólo pueden ser eliminados con Barras de escoria adherida en la parte inferior. La formación de una "cadena" de escoria en el borde inferior de la superficie de corte (figura 9a) puede deberse a valores excesivamente bajos de la velocidad, aunque la causa más usual consiste en el empleo de boquillas demasiado pequeñas para el espesor. Otras causas secundarias son, una llama demasiado fuerte, o una llama con alto contenido de gas comburente. Zonas de escoria incrustada en la superficie de corte. El defecto que se observa en la Figura 9b, se debe a un contenido en aleantes demasiado alto. 3.6. Defectos de agrietamiento Las grietas pueden aparecer dentro o sobre la superficie de corte y son atribuibles al material. Las grietas visibles (sobre la superficie) son mucho más frecuentes que las internas. Grietas en la superficie de corte. Las grietas que se esquematizan en la figura 10a, siempre visibles externamente, se producen por contenido en carbono o en aleantes demasiado elevado, acero susceptible a rotura térmica, insuficiente tratamiento térmico de la pieza, enfriamiento demasiado rápido, etc. Grietas internas en las proximidades a la superficie de corte. Las grietas aparecen dentro de la chapa, en zonas cercanas a la superficie de corte, sólo son visibles en una sección transversal (figura 10b). Las causas son análogas a las del caso anterior.
Fig. 9.- Defectos por adhesión de escoria (Messer)
Fig. 10.- Defectos de agrietamiento (Messer) Normalmente los fabricantes de máquinas de corte, controles numéricos e incluso los suministradores de los gases, elaboran tablas que resumen las causas y los defectos más |








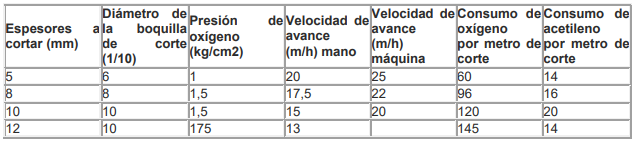
CARACTERÍSTICAS DE EJECUCIÓN DE LOS CORTESHemos dicho anteriormente que la potencia del soplete, bien con el diámetro de la boquilla de corte, o bien, actuando sobre la presión del oxígeno de la llama caracteriza la ejecución de los cortes. La tabla siguiente da las características de ejecución de cortes con llama oxiacetilénica para espesores de acero variando entre los 5 y los 125 mm.
Estas cifras se obtienen normalmente cuando el corte de las chapas se realiza sobre aceros limpios, como llegan del comercio. Los consumos indicados para el acetileno y el oxígeno El grado de pureza del oxígeno Base del cálculo del consumo de oxígeno de corte En la práctica corriente puede calcularse rápidamente el consumo de oxígeno correspondiente a un corte de acero de espesor dado refiriendo dicho consumo al cm2 de CARACTERÍSTICAS DE LA LLAMA DE OXICORTELas llamas de oxicorte presentan características muy distintas de las de soldadura; en el oxicorte no se trata de buscar las propiedades reductoras como ocurría en la soldadura. La Por otra parte, la cantidad de oxígeno necesario para el corte disminuye cuando la temperatura de la llama de calefacción aumenta. Sin embargo, el empleo de una llama de a) De la velocidad de corte y por tanto de la naturaleza de la llama de calefacción b) Del consumo de oxígeno El consumo de oxígeno comprende: - El oxígeno de la combustión primaria INFLUENCIA DE LA NATURALEZA DEL COMBUSTIBLE SOBRE LA OPERACIÓN DEL OXICORTEAcetilenoVentajas Hidrógeno Ventajas Llama de calefacción oxidante es ventajosa para los cortes de gran espesor de 500 a 1000 mm. Preferible para el corte bajo el agua. Inconvenientes Poco poder calorífico, precio de coste elevado del H2, aprovisionamiento difícil y costosa regulación de la llama. Gas de ciudad Ventajas
Propano Butano Bencina Ventajas |

RECORD ELECTRIC ofrece estos beneficios a su inversión:
SERVICIO TÉCNICO – Taller propio RECORD SERVICE (con 2.500 m2) – Asistencia Técnica Record (ATR). Instaladores Técnicos Record (ITR). Instalaciones y Montajes Industriales (IMI). Programa de mantenimiento preventivo.
COBERTURA NACIONAL – Disponemos de sucursales habilitadas y distribuidores autorizados en todo el territorio paraguayo a su alcance.
50 AÑOS DE EXPERIENCIA – Manteniendo la interacción y compromiso con nuestros clientes.
CONTACTENOS:
- RESE: (021) 510 215/18
- Casa Central: (021) 517 5000
- Televentas: (0986) 128161 - televentas@recordelectric.com
- Record Lux: (021) 338 8197 - recordlux@recordelectric.com
- Sucursales
- Zona Chaco
SOLUCIONES:
Motores eléctricos – Tableros Industriales – Energía siempre – Sistema de bombeo – Sistemas de Riego – Aire Comprimido – Corte y soldadura – Electricidad e iluminación – Herramientas – Pinturas.